How to Clean 3d Printer Bed: 6 Easy Ways
Do you have trouble getting your 3D printer to print cleanly? The state of cleanliness on your printer bed has a big impact on the printing performance of yo...
![How Does a Resin Printer Work [SLA & DLP]](https://www.cherrypicksreviews.com/rails/active_storage/representations/redirect/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaHBBb014IiwiZXhwIjpudWxsLCJwdXIiOiJibG9iX2lkIn19--67b09879a68ca8f2ad3a63d7df047ea8851a4977/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaDdCem9MWm05eWJXRjBTU0lJYW5CbkJqb0dSVlE2QzNKbGMybDZaVWtpRHpFMk1EQjRNVFl3TUQ0R093WlUiLCJleHAiOm51bGwsInB1ciI6InZhcmlhdGlvbiJ9fQ==--d2458723d1660d4c788aec614604ecbbc0e913a0/How%20Does%20a%20Resin%20Printer%20Work.jpg)
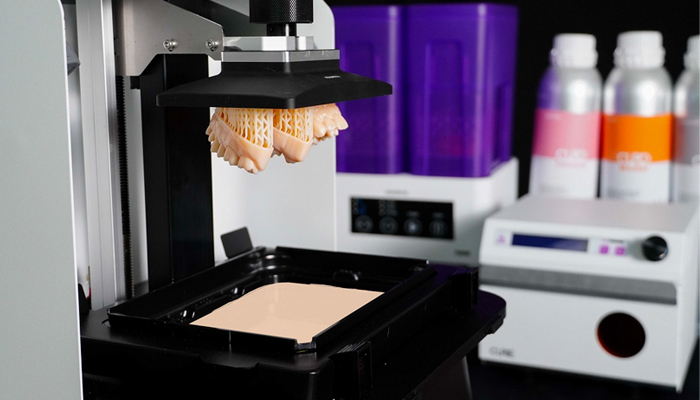
Any 3D printing method that utilizes a liquid resin as its construction material and a light source to solidify the liquid resin is referred to as resin 3D printing, also known as vat photopolymerization. As we are going to see, there are other forms of resin 3D printing (such as SLA, DLP, and LCD), but in general, resin technologies for printing are quite adaptable. They are utilized for a wide range of applications that call for fine details and high resolution. Dental laboratories employ resin printing technology to generate patient-specific models and molds; hobbyists and gamers use it to build incredibly accurate miniatures; and designers who make jewelry use it for making prototypes and patterns for casting.
This post will discuss the various resin 3D printing techniques as well as proper handling, storage, and disposal practices for photopolymer resin materials. We also go through post-processing and cleaning resin 3D printing to provide the highest quality and greatest possible qualities.
Table Of Contents
Resin 3D printed parts have the highest levels of resolution, accuracy, crisp detail, and flawless surface finishes of any 3D printing method. The ability to be used in a multitude of situations is stereolithography's greatest benefit, though.
Material makers have recently created novel procedures to produce new types of resins with a wide range of optical, mechanical, and thermal qualities similar to industrial, engineering, and traditional thermoplastics.
Resin 3D printing is revolutionizing the way firms make items and prototypes. Through the development process, designers, engineers, and others are incorporating 3D printing into their workflows as hardware and materials improve to match market demands and opportunities, making the technology more affordable and easy to use. This incredibly detailed 3D printing technology is used by experts across a wide range of industries to create entirely new business models, enhance production processes, and make adjustments more quickly.
Finally, this high-quality 3D printing method can now produce fully working prototypes even with some common resins. For short runs, it can now finally compete with injection molding.
Numerous hardware options and resin 3D printing techniques are available on the market today. Let us examine a few of the most popular resin 3D printing techniques.
Stereolithography, or SLA, is one of today's most popular 3D printing methods. Charles Hull, the creator of 3D Systems, created the first SLA 3D printer in the 1980s, making it one of the oldest as well. A cross-section of an item is "drawn" using a UV laser on a thin layer of liquid photopolymer resin in the SLA 3D printing process. The resin cures and solidifies when it is subjected to UV laser light. Afterward, a solid 3D-printed object is produced by applying a second thin resin layer and repeating the laser process.
Printing superior isotropic items with extremely smooth surfaces is one of the key factors driving the popularity of SLA 3D printing. Watertight SLA parts are also different from porous FDM printing. SLA is also attractive to users of additive manufacturing due to its versatility in materials: standard resin, transparent resin, tough resin (similar to ABS), flexible resin, biocompatible resin, and filled resin (i.e., ceramic-filled resin) are just a few of the many resins that can be used with the technology of additive manufacturing.
A wide range of industries, including the dentistry and medical fields, jewelry manufacturing, consumer goods (especially in product development), and engineering for high-quality prototyping, have embraced SLA 3D printing technology over the years.
Another widely used method for 3D printing resin is called digital light printing, or DLP. DLP and SLA are comparable in many aspects, such as the use of light to cure layers of liquid resin photopolymer selectively. DLP exposes portions of the liquid resin to light using digital projection, as opposed to SLA, which draws on the resin layers using a single UV lamp. To be more precise, the DLP projection system cures the entire resin layer at once for every fresh layer of liquid resin by emitting a 2D pattern that is the cross-section of the 3D model.
One advantage of DLP 3D printing is its printing speed; unlike SLA, which uses a laser to sketch out the 3D model cross-section, DLP can print much more quickly since the digital projector can cure a whole resin layer simultaneously. On the other hand, SLA can achieve better resolutions than DLP.
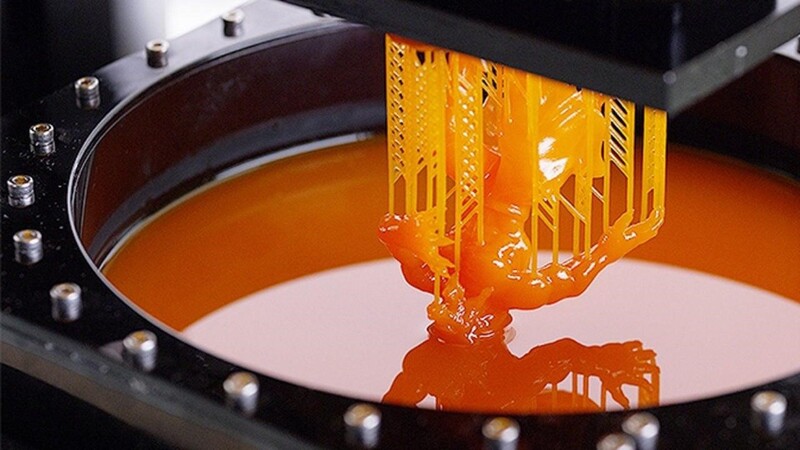
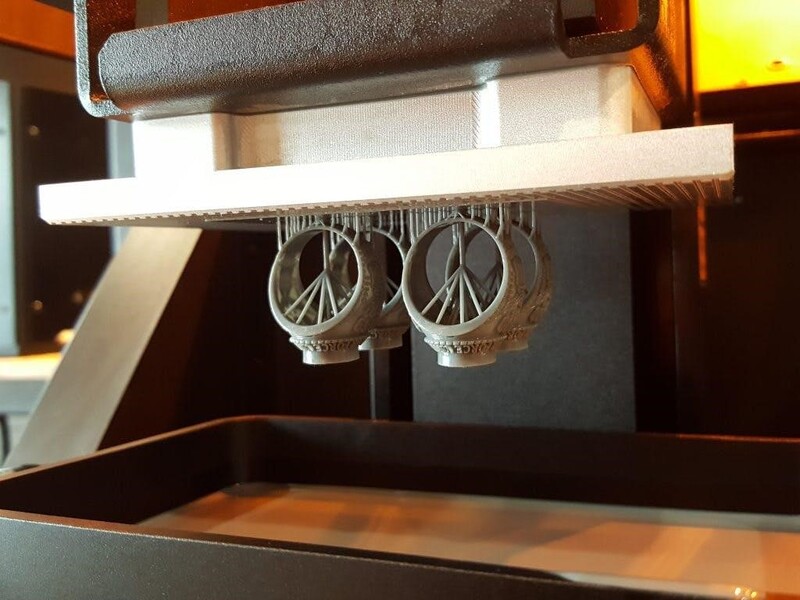
Like many SLA 3D printers, DLP systems are constructed using a bottom-up methodology. In other words, the build plate drops into the resin when the projection system is positioned beneath the resin vat. Through the clear tank, the digital projector flashes and dries a pattern onto the resin layer. The build platform advances one layer at a time while printing each layer.
The digital micromirror device (DMD) is another essential component unique to the DLP technique. Thousands of microscopic mirrors comprise the DMD system. The light from the digital projector is directed towards the resin layer through these mirrors. The DMD also significantly affects the DLP printers' resolution.

Like DLP 3D printing, liquid crystal display (LCD) 3D printing uses a light source to cure layers of resin material in a bottom-up manner. This technique is sometimes referred to as masked stereolithography (mSLA). The primary distinction between both of these technologies is the kind of light source: LCD employs an LCD screen in conjunction with an LED combo, whereas DLP uses a digital projector and DMD. A series of LEDs mounted beneath the resin vat of the 3D printer emit light, which is routed through an LCD screen in the LCD printing process. With the help of the LCD screen, the resin layers may cure extremely precisely, and the LED light pattern is essentially controlled. A complete layer can be cured at once using the LCD 3D printing method, just as DLP.
How the resolution of a 3D printer is set is another distinction between DLP and LCD. The DMD's micromirror size determines the largest print resolution in DLP. The size of the LCD panel and the number of pixels determines the LCD's resolution. The length of the LCD screen divided by the number of pixels along the same length is all that is needed to determine an LCD 3D printer's resolution.
The good news for those new to resin 3D printing is that many SLA, DLP, and LCD 3D printers are plug-and-play devices. Setting up the 3D printer is not too difficult. But material handling is where things can become a little trickier. Photopolymer resins need to be stored and handled carefully, in contrast to FDM filaments, which are easily stored and safe to touch.

Proper storage guarantees the material's quality and longevity, just like it does for any other 3D printing material. Resilient materials used in 3D printing require careful consideration because UV radiation might cause them to break down. As such, they have to be kept in dark, preferably opaque, containers. Containers composed of HDPE or polypropylene are advised by SLA 3D printing firm Formlabs.
It is crucial to verify if resins have an expiration date if you plan to store them for an extended period. Although a resin cannot literally "go bad," it will gradually lose its photoreactivity, which may impact print quality. Additionally, it can be helpful to shake resin canisters every two weeks to keep them well-mixed and extend their shelf life.
Temperature is another important factor to consider when storing resin materials: many resins do best when kept between 5°C and 30°C. However, the kind and brand of resin you are printing with may impact the temperature range.
While properly cured resins are completely harmless, the substance is hazardous in liquid form. Therefore, it's imperative to adhere to specific safety precautions when working with uncured resins, whether it is filling the resin tank or getting rid of extra material.
When handling liquid resin, first ensure you wear safety gloves and clothes. This will protect your skin from potential irritation in the event that you get resin on it. Neoprene or nitrile gloves resistant to chemicals are advised for the best protection. If your skin comes into contact with liquid resin, properly wash it with soap and water and stay away from cleansers that include alcohol. If there are any resin spills, using eye goggles to protect yourself is also a good idea.
A mask is another option for makers using resin 3D printers because of the odors released throughout the process. However, the majority of resin types are not volatile when printed. Therefore, printing in a well-ventilated area should be adequate without requiring users to wear a mask. Read the safety data sheet (SDS) provided by the manufacturer for each resin material you print, as a general rule.
Resin 3D printing processes have the advantage of not requiring a lot of post-processing for the pieces. Systems such as SLA, DLP, and LCD can print models with fine features and flawless surface finishes. Nevertheless, to get rid of the sticky residue left by uncured resin, 3D-printed resin pieces must be cleaned.
Resin prints can be cleaned using various techniques, including specific washing stations offered as 3D printer add-ons. Still, soaking in an isopropyl alcohol bath is one of the most used techniques (IPA). You must immerse your 3D print in IPA and shake it for roughly thirty seconds. Another option is to let the print soak in the IPA mixture. This procedure should be repeated until the sticky glue residue is removed. Usually, it would be best if you rinsed twice.
Take all the required safety measures, including covering your workspace to prevent spills and wearing protective gloves and eyewear if you are using IPA to remove uncured resin. Purchasing silicone cleaning tools is also smart because resin residue won't adhere to them. If you are unable to obtain IPA, Mean Green, acetone, or denatured alcohol can be used as substitute cleaning solutions.
You should be aware of a few more post-processing tasks in addition to cleaning resin prints. Post-curing is an optional process to cure 3D-printed resin parts further and get better mechanical qualities. Post-curing is an excellent option (and a need for biocompatible resins) for manufacturing prototypes or functioning pieces that need to be stronger. A UV light source and rotating platform can create your DIY post-curing station; however, many SLA and DLP 3D printer manufacturers offer specialized ones. Resin prints can also be exposed to the sun for post-curing.
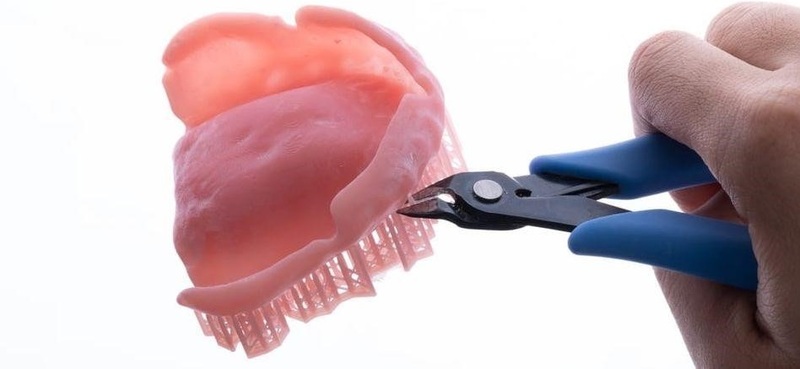
Support removal is a crucial post-processing procedure if the printed item was created with support structures. The technique of removing supports is quite simple: use flush cutters to trim them away after cleaning. The less sanding necessary to guarantee a flawless surface finish, the closer the cutters are positioned to the print surface. Tweezers can be used to pull away supports situated at sensitive junctures carefully. If sanding the 3D print is necessary to eliminate support marks, begin with grit sandpaper and progressively advance to a finer one. It can also be easier to eliminate support structures and less necessary to use them when strategic support orientations are used.
And last but not least, disposing of resin. Uncured resins are poisonous; thus, any leftover resin needs to be disposed of properly, safely, and in accordance with environmental laws. That means you should never flush resins or cleaning solvents (which contain resin) down the toilet or dispose of them in your regular garbage. Follow the guidelines provided by your local waste management organization for chemical waste in order to dispose of residual resin and contaminated cleaning solutions correctly.
Another choice is to cure any leftover resin and dispose of the solidified, non-toxic fragments with regular garbage. It is also a good idea to expose any infected paper towels or gloves that may have liquid resin on them to the sun just to be safe. Discarding the paper towels or gloves is unsafe until the resin residue has dried. The same holds for containers without resin. Cut open resin containers and place them under UV light to ensure no harmful residue ends in the trash or recycling. After doing this, any remaining resin will cure and be safe to remove and discard.
Resin 3D printing is popular among engineers, designers, manufacturers, and other professionals because it produces products with smooth surfaces, minute details, the highest degree of precision and accuracy, and mechanical qualities like isotropy, water tightness, and material diversity.

Since 3D printing creates parts one layer at a time, the part's orientation with respect to the printing process may affect how strong the final print is. There may be differences in the properties of the X, Y, and Z axes.
Parts produced by resin 3D printers are completely straight. When the chemistry of the material and the printing process are combined, several factors that affect a part's isotropy may be closely regulated. The resin pieces create covalent connections while printing, but the part remains in a "green state" between layers, meaning it has not completely reacted.
The polymerizable groups in the resin can still create linkages between layers even if it is still green. When the part is completely cured, these linkages make it isotropic and waterproof. The Z, X, and Y planes are identical at the atomic level. This produces pieces that function consistently every time for items like jigs and fixtures, end-use parts, and functional prototypes.

Resin 3D printed objects are one piece, even if they contain solid sections or internal channels. This capacity to keep water out is crucial for manufacturing and engineering jobs that require regulating and forecasting the flow of air or fluids. Because SLA printers don't leak water, engineers and designers can exploit this feature to tackle air and fluid flow issues in consumer goods like kitchen appliances, autos, and scientific research.

Manufacturing and dental fields use resin 3D printing to create consistently precise and correct items. To produce exact and accurate parts, a printing process requires strict control over several factors.
In terms of accuracy, resin 3D printing falls between fine and conventional machining. It boasts the highest tolerance among all the 3D printing technologies available on the market.
Because of the hot resin tank and the enclosed build space, every print is nearly identical. Printing at a lower temperature also improves precision compared to thermoplastic technologies, which melt the raw material. Stereolithography uses light instead of heat, so the printing process occurs at a temperature similar to that of a normal room. Therefore, there are no issues with thermal expansion and contraction when it comes to printed parts.
Furthermore, understanding the composition of each material is critical to a dependable, reproducible printing process.
These printers are regarded as the best when producing smooth surfaces that mimic those created by conventional techniques like machining, injection molding, and extrusion.
This surface quality reduces the amount of time needed for post-processing and is ideal for applications requiring a smooth finish. It also simplifies sanding, polishing, and painting the parts. Top businesses employ 3D printing to make customized products for each customer.
The Z-axis layer height often determines a 3D printer's resolution. This can range from 5 to 300 microns, depending on how much speed and quality are traded off.
Typically, Z-axis layers printed by FDM and SLS printers have a thickness of approximately 300 microns. However, a 100-micron object printed using an FDM or SLS printer will not have the same appearance as a 100-micron part generated using an SLA printer.
The staircase effect is eliminated with SLA prints due to the straight outermost perimeter walls and the interaction between the newly generated layer and the previous layer, resulting in a smoother surface right out of the printer. Whereas the surface of SLS prints has a gritty appearance where the powder has been sintered, FDM prints typically feature easily visible layers.

Working with resins is exciting because they have so many unique features. These kinds of resins, used in 3D printing, can be hard or soft, filled with various materials, like ceramic or glass, or endowed with mechanical qualities, such as impact resistance or high-temperature deflection.
The materials used in the prototype may be highly similar to the final materials, or they may be industry-specific, like dentures. These materials are designed to be resilient enough to endure extensive testing and maintain their functionality even under pressure.
In many instances, businesses began producing their products until they discovered that the expertise required to handle these various solutions was more costly than a resin 3D printing service. It normally only requires a short time to discover more uses for a functioning material after one has been discovered, and the printer then serves as a tool for utilizing the many properties of various materials.
In the end, resin 3D printing technologies like LCD, DLP, and SLA work well for creating prints with fine features and high resolution that have good surface quality. The following are some of the most important lessons we learned about resin 3D printing:
In conclusion, resin printers build 3D objects layer by layer using liquid resin and UV light. With this cutting-edge technology, 3D printing has completely changed and is now possible for extremely accurate and detailed products. We anticipate many more opportunities and uses for resin printing across a range of industries as technology develops.